高压滤壳(图1)是高压油路过滤器的外部结构件,工作压力范围在25~42MPa,工作温度在-25℃~110℃之间,因其在承受高压的同时,还要承受交变、循环应力的作用,故对其安全性、使用寿命有很高的要求。本文针对高压滤壳这一薄壁回转体工件通过工艺分析来介绍热挤压成形工艺的运用。
工艺分析
成形工艺的确定
前期的高压滤壳生产多采用铸造工艺,为便于成形必须增加壁厚,且存在内部缺陷不易检测的弊端,已被市场淘汰。后期的普遍采用锻件,即采用棒材经自由锻预成形毛坯,再机加出内孔的方法来实现。但其内部金属流线紊乱、不连续,抗疲劳寿命有限,同时因材料利用率低,造成生产成本高,生产效率难以提升。
热挤压成形工艺是将金属材料加热到热锻成形温度,在模具中经挤压至图定尺寸的一种锻造方法,具有节约材料、加工成本低、生产效率高的优势,同时可实现沿轴向分布的全纤维金属组织流线。产品机械性能、抗疲劳寿命大幅提升。根据高压滤壳产品图要求,并结合我公司生产能力,决定采用热挤压工艺来生产此类工件。
热挤压工艺方案的确定
高压滤壳形状简单,属薄壁回转体空心锻件。成形存在以下难点:内孔必须热挤压成形,不允许机加工;长径比(L/D)比值>3,属深孔锻件,内孔不易成形;侧壁壁厚较薄(仅有7mm),变形中易拉断。下面通过两种方案的对比来确定工艺:
方案一:下料→加热→冲孔→二次加热→二次冲孔(工序简图如图2所示)。
方案二:下料→加热→冲孔→正挤压(侧壁) (工序简图如图3所示)。
结合多年实践,我公司毛坯图的确定遵循以下两个原则:⑴尽量减少后续加工余量,即提高材料利用率。⑵单工序挤压力尽可能小,各工序挤压力分配合理,即变形程度缓慢更利于成形。
此工件的加工余量为2~3mm。考虑到高压滤壳的底、侧壁最小壁厚要求,因底部易聚积氧化皮,圆弧过渡较多,故底部余量为3mm,侧壁壁厚余量为2mm,长度余量经查阅《锻件设计手册》取值20mm,从而可确定毛坯图尺寸。
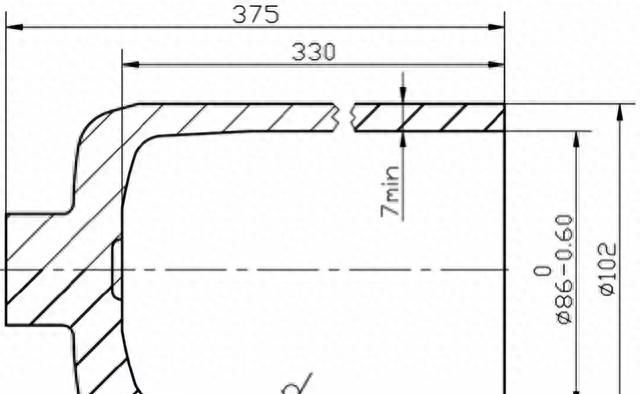

图1 高压滤壳
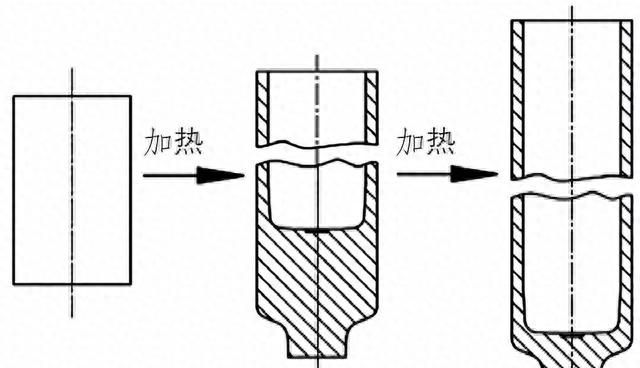
图2 两次加热工序简图
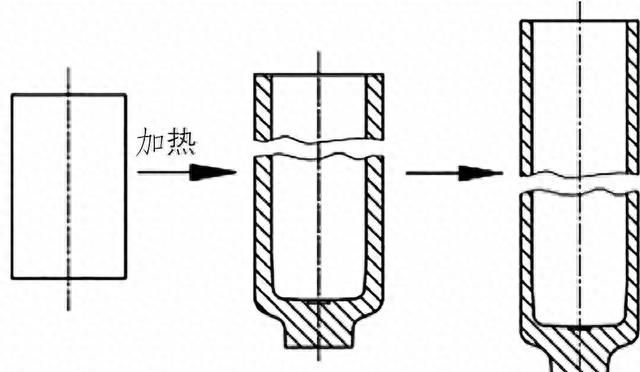
图3 一次加热工序简图
这里要指出的是毛坯图的最终确定是在试模和后续加工全部完成后,根据实际情况可做相应的调整,以提高热挤压毛坯的合格率和材料利用率为准则。
方案一:适用于深孔件,内孔深度需二次热挤压成形,侧壁厚一次热挤压成形,但内孔同轴度差,势必会产生“接冲”痕迹,并且难以避免,因底部变形量大一般需二次加热,造成生产成本上升。
方案二:同样也适用于深孔件,一次加热,经热挤压可以满足图定要求。第三工序正挤压时,内孔深度与侧壁厚同时达到图定要求;外壁因热挤压而减薄拔长,但对模具结构与坯料温度控制要求严格。综上所述,采用方案二。
模具设计
冲孔工序
坯料经加热至1150℃~1200℃时,放置在反挤模中,其下端被顶杆头封闭,随着反挤凸模下端圆角处分流,并只能向上流动形成侧壁,并逐渐增高,在底部壁厚被挤压至图定要求时,侧壁金属不再流动,形成深孔。因模具设计有顶出机构,故出模斜度可适当减小,我们一般取1°。
坯料在复合挤压时,壁厚偏差控制是最大难点,具体表现在:因该工件需二次冲孔,且已确定出模斜度为1°,故可确定该工序的毛坯的壁厚,底部壁厚通过调整压机行程来实现,侧部壁厚实现有以下注意事项:凸凹模对中的调整;坯料与凹模间隙的选取,一般取0.5mm;坯料加热均匀;均匀涂抹润滑剂,一般选用水基石墨乳。
正挤压工序
该工序的特点是被挤压的金属的流动方向与凸模运动方向一致,而凹模则固定不动,从反挤模中被挤出的工件温度仍有1000℃,放入正挤凹模后,冲头下行,当与底部接触,因压力的作用,对侧壁产生挤压并强制拔长。就此工件来说,薄壁深孔工件,变形量的合理选择是成形的关键,并有以下注意事项:
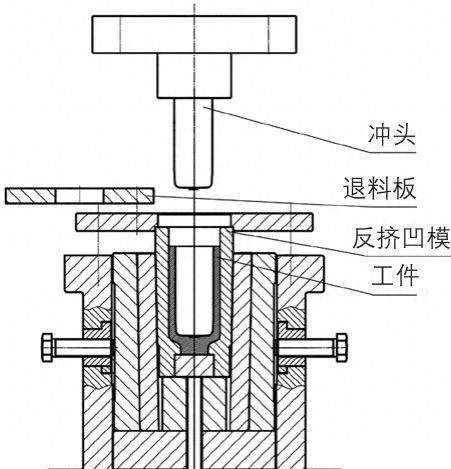
图4 冲孔模具的典型结构
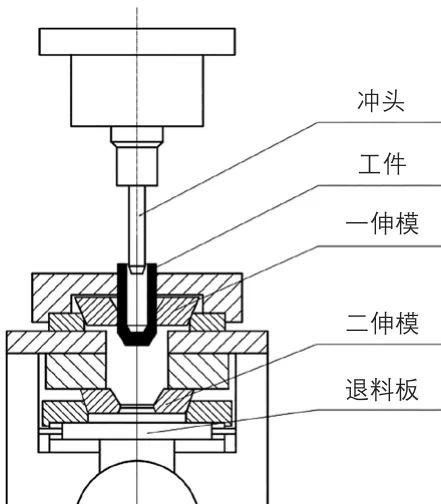
图5 正挤压模具的典型结构
⑴正挤压变形次数和模圈工作尺寸的确定。
⑵坯料温度的选用和均匀性我们选用900~1000℃为工作温度,超出这一范围极易被拔穿而造成废品。
⑶挤压速度以200~250mm/s 为宜。
⑷模具的预热和润滑预热温度以300℃左右为宜,润滑剂要涂抹均匀。
模具设计
冲孔模具的典型结构如图4所示,主要由冲头、反挤凹模两部分组成,为便于凸模脱料,可在模座上增设刚性退料板。正挤压模具的典型结构如图5所示,经反挤压的毛坯内孔已至图定尺寸,但外径仍有5~10mm的余量需挤压至图定尺寸,我们一般选取首次变形量为总变形量的1/2,若剩余2~3mm余量,可一次挤至图定尺寸。典型结构如图5所示,主要由冲头、一伸模、二伸模构成,一、二伸模设计有活动卡板以保证脱料顺利。
结论
高压滤壳热挤压工艺的合理运用,相比传统工艺具有以下优点:
⑴提高了毛坯单件重量的材料利用率可达74%。
⑵因减少一次加热,而节约了能源。
⑶实现了沿轴向分布的全纤维金属流线,产品机械性能、抗疲劳寿命大幅提高。
声明:本网页内容旨在传播知识,若有侵权等问题请及时与本网联系,我们将在第一时间删除处理。E-MAIL:dandanxi6@qq.com