简单的来说,CPK是过程能力指数,PPK是性能指数。需要知道Cpk和Ppk的本质区别,首先看其英文意义。
Process Capability Index 以及 Process Performance Index
从英文意义上面可以窥见一二:
1)Cpk侧重于过程本身,给出的是过程固有的能够满足标准与规范的能力
2)Ppk侧重于过程所引发的结果,给出的是根据采集到的数据对当前过程性能的估计
可以看到,前者看重过程本身后者看重结果
Cpk是指过程的短期能力(Cpk是指平均值与产品标准规格发生偏移的大小,常用客户满意的上限偏差减去平均值和平均值减去下限偏差值中数值较小的一个。再除以3σ)
而Ppk是相对长期的过程表现,虽然计算公式相同,但是由于样本容量不同(CPK的样本容量是30~50,PPK的样本容量是大于或等于100),其使用的是标准差S。
Cpk给出的是过程的潜在固有能力,过程固有的能够满足标准与规范能力。
Ppk反应的是样本所有差异的大小,是对当前过程性能的估计,适用于带有验收性质的场合。
根据国标GB/T4091-2001常规控制图中明确规定:Cpk必须在稳态下进行,不可忽视。
在质量控制中,特别是当过程刚开始时,几乎不能恰好处于稳态,若照此计算,Cp和Cpk值将导致严重错误的结论。而不论分布在公差范围内任何位置,对于规范上限都可以计算出上侧以及下侧过程性能指数(取其中最小的一个就是Ppk)。因为不需要在稳态下计算,所以Ppk是对小批量生产能力的评价。而Cp、Cpk适用于稳态大批量生产。
ps 这种理解还是存在着分歧,分歧点就在于是否应该生硬地一刀切,即“统计的时间段在生产过程的初期为Ppk值,统计的时间段若在稳定生产后,则为Cpk值”这句话是不对的。
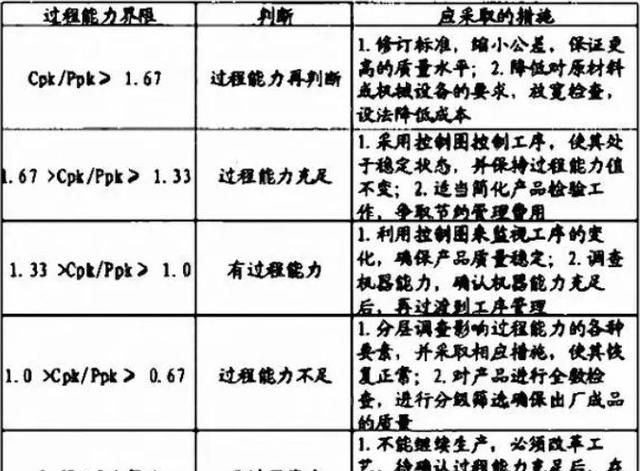
Ppk是进入大批量生产前,对小批生产的能力评价,一般要求≥1.67;而Cpk是进入大批量生产后,为保证批量生产下的产品的品质状况不至于下 降,且为保证与小批生产具有同样的控制能力,所进行的生产能力的评价,一般要求≥1.33;一般来说,CPK需要借助PPK的控制界限来作控制。

综上,这二者还是有比较明显的差别的。主要存在于样本容量、数据参考时间点上,以及这二者带来的统计意义上。
下面是关于Cpk和Ppk的一些形象解读:
@funew:说一个供理解但不是很准确的答案,领会精神就好。
CPK可以理解为潜在能力,或者说不做质量改进情况下理论上的最高能力;PPK则是实际表现出来的能力。算CPK的时候是去除了特殊原因的,也就是所谓的在受控条件下。PPK算上了特殊原因,可以理解为一定比例的特殊原因的出现实际也是无法消除的系统原因。
举例来说,刘翔的CPK很高,有夺冠能力;但PPK很低,每次大赛都有特殊原因掉链子。
重申:以上说法不是很严谨,要看严谨的解答,还是要自己去看那些有公式的答案。
@格物致知:统计方法略有不同,cpk,c代表能力,ppk,p可以称作绩效。能力是根据以往绩效对现在能力的评估。所以ppk一般用于前期,cpk用于后期。
声明:本网页内容旨在传播知识,若有侵权等问题请及时与本网联系,我们将在第一时间删除处理。E-MAIL:dandanxi6@qq.com