1、车削加工
工厂为什么又叫车间?这“车”指的就是车削加工了。车削的关键在于,要让需要加工的工件旋转起来,然后再让直线移动的刀具靠近它们,对工件表面进行雕琢。


首先,工件被卡盘固定在机床上,接下来,工件在电机的带动下进行高速转动,转速可以按照我们对加工的要求人为控制。然后,就可以开始控制刀具在工件表面进行雕琢,这被称为“走刀”。常见的车刀往往是用高速钢或硬质合金制成,近几年市面上陶瓷刀具和人造金刚石刀具也用的很广泛。不同形状的车刀可以满足各种加工要求:
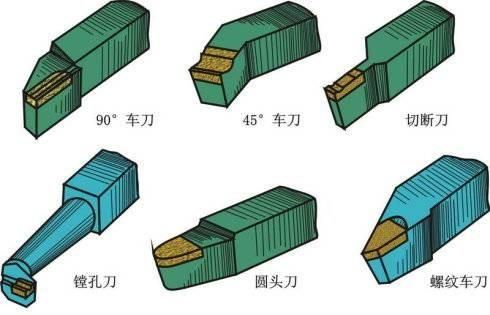
除了外表面,车削中使用镗刀还可以在工件已经有孔的地方,对内表面进行精加工。
2、铣削加工
说完了“车”,“铣”又是啥?其实,它还是利用旋转的加工方式,只不过这回轮到铣刀来旋转了。
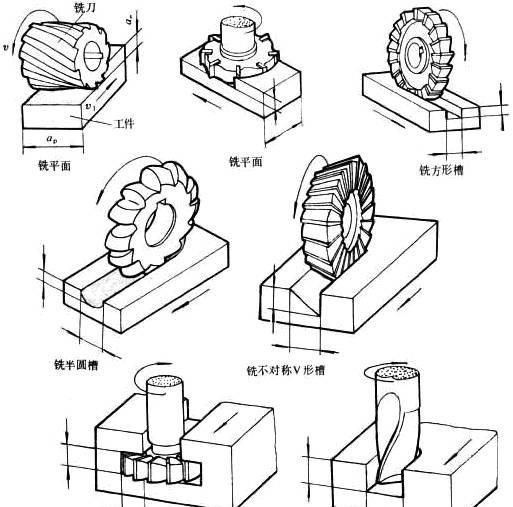
传统的铣削加工有两种相对运动方式,一种就是像上图这样,被加工的工件固定不动,完全依靠铣刀坐上来自己动旋转和平移;而另一种如下图所示,铣刀单纯做旋转运动,工件可以沿着前后、左右、上下三个方向移动。
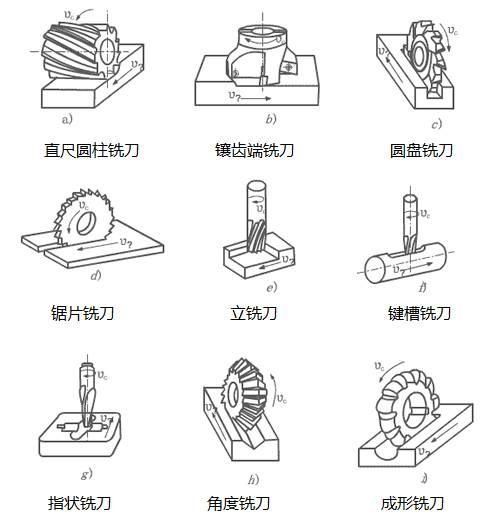
铣刀是一种多刃刀具,在每一转的铣削加工中,铣刀每个刀刃只参与一次切削,其余时间停歇有利于散热。这样一来,比起单刃的车刀,铣刀的切削效率也更高。不同形状的铣刀可以完成各种平面、台阶面、凹槽、腔体的加工。而铣削时的铣削用量由切削速度、进给量、背吃刀量(铣削深度)和侧吃刀量(铣削宽度)四要素组成。
几种常见的铣削加工方式
几种常见的铣刀类型
3、刨削加工
刨削加工的工作原理一目了然,简单的往返运动,与车削、铣削相比生产效率极低,但是也因为设备和工具结构简单使用方便,目前还在用于粗糙处理工件的表面。
4、磨削加工
磨削加工是利用砂轮、砂带之类的磨具对工件表面进行切削加工。在现今的加工中,磨削头已经可以很成熟地集成到数控铣床的加工中心内。
5、齿面加工

齿面加工是新的加工方式,这种加工方式分为两大类:一种是成形法,另外一种是展成法。成形法主要利用普通铣床进行加工,刀具为成形铣刀,需要刀具的旋转运动和直线移动这两个简单的成形运动。而展成法加工齿面的常用机床为滚齿机、插齿机等。
6、复杂曲面加工

对于复杂曲面的加工,数控机床派上了用场。三维曲面的切削加工,主要采用仿形铣和数控铣的方法或特种加工方法。仿形铣必须有原型作为靠模。加工中球头仿形头,一直以一定压力接触原型曲面。仿形头的运动变换为电感量,加工放大控制铣床三个轴的运动,形成刀头沿曲面运动的轨迹。铣刀多采用与仿形头等半径的球头铣刀。数控技术的出现为曲面加工提供了更有效的方法。
7、 其他加工工艺
▲钻孔工艺
在钻床上钻孔时,一般情况下,钻头应同时完成两个运动:主运动,即钻头绕轴线的旋转运动(切削运动);辅助运动,即钻头沿着轴线方向对着工件的直线运动(进给运动),钻孔时,主要由于钻头结构上存在的缺点,影响加工质量,加工精度一般在IT10级以下,表面粗糙度为Ra12.5μm左右、属粗加工。

▲多轴数控加工
多轴数控加工能同时控制4个以上坐标轴的联动,将数控铣、数控镗、数控钻等功能组合在一起,工件在一次装夹后,可以对加工面进行铣、镗、钻等多工序加工,有效地避免了由于多次安装造成的定位误差,能缩短生产周期,提高加工精度。
▲金属电沉积
金属的电沉积是通过电解方法,即通过在电解池阴极上金属离子的还原反应和电结晶过程在固体表面生成金属层的过程。其目的是改变固体材料的表面性能或制取特定成分和性能的金属材料。

▲感应加热
感应加热:工件放到感应器内,感应器一般是输入中频或高频交流电 (300-300000Hz或更高)的空心铜管。产生交变磁场在工件中产生出同频率的感应电流,这种感应电流在工件的分布是不均匀的,在表面强,而在内部很弱,到心部接近于零,利用这个集肤效应,可使工件表面迅速加热,在几秒钟内表面温度上升到800-1000℃,而心部温度升高很小。
▲焊接工艺
电焊基本工作原理是接通220V或380V电压后,通过电焊机里的减压器降低了电压,增强了电流,并使电能产生巨大的电弧热量融化焊条和钢铁,而焊条熔融使钢铁之间的融合性更高。
声明:本网页内容旨在传播知识,若有侵权等问题请及时与本网联系,我们将在第一时间删除处理。E-MAIL:dandanxi6@qq.com